
فرآیند گالوانیزه غوطه وری گرم نسبتاً ساده است. این فرآیند شامل تمیز کردن فولاد و غوطه ور کردن آن در روی مذاب برای به دست آوردن یک پوشش است.
گالوانیزه غوطه وری گرم فرآیند پوشاندن آهن یا فولاد با یک لایه روی با غوطه ور شدن فلز در یک وان روی مذاب در دمای حدود ۴۵۰ درجه سانتیگراد (۸۴۲ درجه فارنهایت) است. در طی فرآیند ، یک پوشش پیوند متالورژی تشکیل می شود که از فولاد در برابر محیط های سخت ، چه خارجی و چه داخلی محافظت می کند.
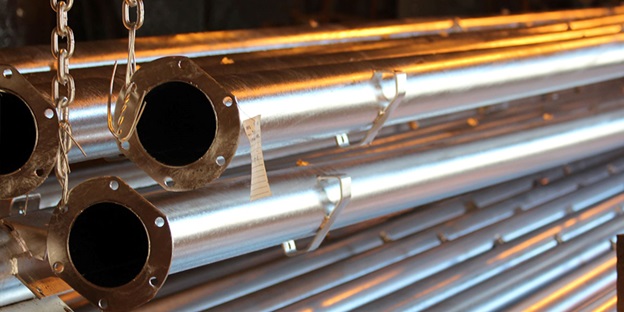
فولاد گالوانیزه به طور گسترده ای در کاربردهایی مورد استفاده قرار می گیرد که مقاومت در برابر خوردگی بدون هزینه فولاد ضد زنگ مورد نیاز است و می توان آن را با الگوی متبلور روی سطح (که اغلب “اسپنگل” نامیده می شود) شناسایی کرد. گالوانیزه سازی احتمالاً دوستانه ترین فرآیند موجود در محیط زیست برای جلوگیری از خوردگی است. گالوانیزه غوطه وری گرم یک فرآیند بسیار ساده است که محافظت طولانی مدت در برابر خوردگی را برای فولاد فراهم می کند.
مراحل گالوانیزه گرم
آماده سازی سطح
هنگامیکه قطعات فولادی یا آهنی به تأسیسات گالوانیزه می رسد آنها را به سیم آویزان کرده یا در سیستم رکاب قرار می دهند که با استفاده از جرثقیل بتوان آنها را جابجا کرد. سپس قطعات فلزی از یک سری مراحل تمیزکاری عبور می کنند مثلا چربی زدایی باعث حذف خاک ، روغن و باقیمانده های آلی می شود ، در حالی که حمام اسیدی اکسید آهن و پوسته ها را از بین می برد.
مرحله آماده سازی نهایی شامل فلاکس زنی است که باعث می شود اکسیدهای باقیمانده برداشته شود و فولاد و آهن را با یک لایه محافظ بپوشاند تا از تشکیل اکسید بیشتر قبل از گالوانیزه جلوگیری کند. آماده سازی مناسب سطح قطعات بسیار مهم است زیرا روی با قطعات کثیف واکنش نشان نمی دهد.
گالوانیزه کردن
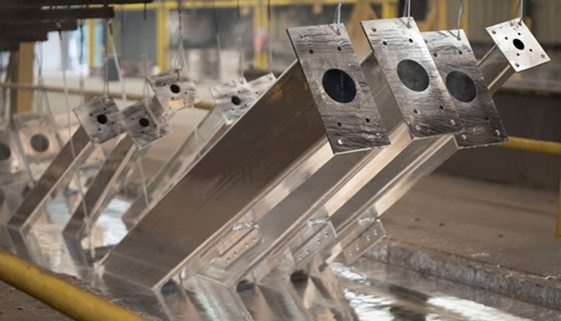
پس از آماده سازی سطح ، فولاد و آهن در حمام مذاب روی فرو می روند. این قطعات با زاویه ای درون حمام فرو می روند که باعث می شود روی در کل قطعه جریان یابد. در حالی که قطعات در روی غوطه ور هستند آهن و فولاد به طور متالورژیکی با روی واکنش نشان می دهد تا یک سری لایه های میان فلزی روی در سطح آنها تشکیل شود.
بازرسی
مرحله آخر بازرسی پوشش است. با استفاده از یک بازرسی بصری می توان به صورت دقیق کیفیت پوشش را مشخص کرد. علاوه بر این ، می توان از یک ضخامت سنج مغناطیسی برای تأیید ضخامت پوشش مطابق با الزامات استاندارد استفاده کرد.
